

How To Use A Spot Welder
0
What is Spot Welding? Understanding information technology Thoroughly
Last Updated on
Spot welding, also known equally electrical resistance welding, is ranked among the oldest forms of welding. Welders consider this method as the about efficient process to use when merging two or more metal sheets. The technique involves the application of immense pressure, heat, and electrical current through the metal sheets. By doing this, y'all volition be eliminating resistance from the metal sheets, leading to fusion.
Over the years, spot welding has been used in various sectors of the economy. Businesses such every bit machine development in the manufacturing manufacture use spot welding for canvas metallic. Upon completion of the sheeting, the joint weld produced is used to industry vehicle bodies.
How Does Spot Welding Work?
First, let us understand the steps used in the spot welding process. Here is an overview.
i. Aligning of Workpieces and Metallic Sheets
Before welding begins, all the workpieces and metal sheets are lined upwards accordingly. This activeness is critical since once the sheets are welded together, detaching them will non exist possible. Failure to align your workpieces correctly may force you to repeat the procedure anew using new metallic sheets.
2. Pressing Electrodes
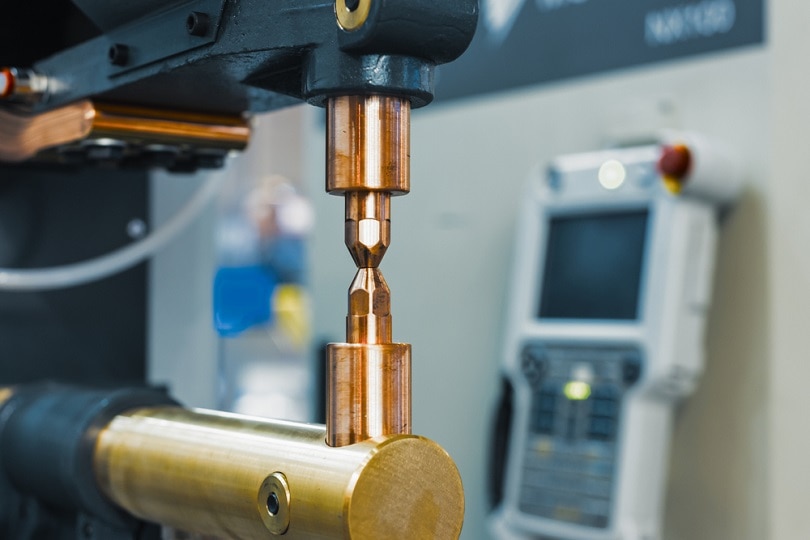
The process of passing electrodes involves choosing suitable electrodes for welding your workpieces. Most welders adopt using pure refractory copper electrodes due to their enhanced ability to resist oxidation and retain heat. These electrodes are also ideal since they comprise portions of molybdenum (Mo). MO is known to accept a high melting point, which is sufficient to forbid delamination.
3. Allowing Current to Period through the Electrodes
In this process, you are required to position your electrodes in their correct designated areas. Step on the legal pad on your welding motorcar to generate the necessary electric current. The stepping will generate a high voltage electric current. The current then flows through the electrodes and metallic rods into the metallic sheets. As a result of the metallic's base of operations resistance to the electrical electric current, heat is generated to melt the metallic sail, and a weld is formed.
The rut produced will only exist limited to the expanse of contact between the electrode and the weld. Employ reasonable force when squeezing the electrodes to the metal sheets to become quality yields. At the holding stage, switch off the current while maintaining the pressure to permit the welded nugget to cool downward.
The type of workpieces you'll be working on during spot welding volition make up one's mind the type and amount of current to employ. For instance, the corporeality of time immune for current to menstruation is determined by the workpieces' thickness. One time all your sheets are welded accurately, remove and reposition the electrodes in readiness for a new welding session.
Materials Used During Spot Welding
There are different types of raw materials for spot welding. Other than metallic ones, you tin apply steel, nickel alloys, titanium, and wire mesh. Steel is extensively used in the automotive industry due to its high electrical resistance and poor electrical conductivity. Automotive mechanics prefer low carbon steel to high carbon steel because it doesn't crack easily.
Spot welding can also be difficult due to diverse factors. The virtually common ones include using galvanized steel and aluminum. These materials require high electric current levels to weld and a longer welding fourth dimension, unlike welding steel.
The other cistron is the inappropriate thickness of the welding materials. Spot welding requires using materials with a thickness close to iii mm. If you are using sheets with different sizes, always maintain a ratio of 3:1 to get quality welds.

Credit: Fusionstudio, Shutterstock
The Parameters of Spot Welding
one. The Force of the Electrodes
The electrodes' strength refers to the amount of energy required to merge or fuse your metal sheets. The higher the corporeality of free energy, the more rut will be generated. In this case, engineers need to be extremely cautious non to compromise on the weld'south quality.
Occasionally the welding current needs to be increased to raise the welding force. Ensure the increase is on a moderate level to mitigate spatter formation between the sheets and the electrodes. Should spatter form, the electrodes volition attach to metal sheets and ruin the terminal weld.
Spot welding also requires the application of minimal force per unit area. Minimal pressure helps in conserving the electric current and heat generated from the metal sheets and electrodes. Applying a lot of pressure creates a pocket-size spot, which reduces the weld'south penetration ability.
2. Clasp Time
Squeeze time, too referred to equally programmed squeeze time, is the difference between applying the initial electrode forcefulness and the initial electric current on a workpiece. This parameter functions by stabilizing the welding tip before an electric current is applied to it. Skipping this stride may lead to arching, premature electrode wear, or interfacial expulsion.
Extending the clasp elapsing is essential to getting quality welds. On the other hand, this extension can also pb to increased operating costs and fewer welds per session. Limiting the squeezing fourth dimension may crusade metallic expulsion or product of low-quality welds. Ensure y'all program the squeeze fourth dimension prematurely earlier offset to weld. Programming is done from the power supply to permit the electrode'southward force to stabilize finer.
3. The Weld Time
Welding fourth dimension is the duration for applying electric electric current to the workpieces or metal sheets. This fourth dimension is usually computed using line voltage cycles. All the same, it is challenging to calculate welding time accurately. It relies heavily on the activity conducted effectually the welding spot.
In determining the welding time, hither are the factors to consider:
- The type and amount of electric current to utilise should generate a quality weld
- Ensure the weld fourth dimension is very brief
- When welding thick sheets, the weld time needs to generate a nugget with a large bore
- Choose parameters that reduce the chances of electrodes wearing down
- Modify the weld'south duration during an automatic tip dressing and maintain a constant value for the electrode'southward contact surface
4. Hold Time
Concord time is the period after a welding session. During this time, the electrodes remain attached to the metal sheet to gradually cool down the welded area. Once the fused mass has solidified, remove the welded parts from the welding surface before starting a new session.
Overstretching the agree fourth dimension will allow heat to spread on the weld unnecessarily. This heat spread may cause electrodes to heat up and begin wearing out. High carbon materials require petty holding fourth dimension. Such materials showtime developing cracks and get brittle when subjected to long sessions of property fourth dimension. Removing electrodes before the nuggets solidify may outcome in the welds pulling apart or producing weak welds.

Credit: Praphan Jampala, Shutterstock
Applications of Spot Welding
1. Manufacturing Electronics
Spot welding is widely used to manufacture items such as gas sensors, solar panels, switches, high voltage cables, and circuit boards. The method is known to have high electric resistance, making it ideal for manufacturing circuitous and delicate electronic items.
2. Fusing of Nails
A significant office of the population is not enlightened that spot welding is among the methods used to bring together rolls of nails. Welding steel wires to nails is usually done at high speeds using pneumatic nail gun magazines. To increase the number of nails to exist produced, welders tin apply seam welding wheels. Using these wheels guarantees a product charge per unit estimated at ane,200 nails per minute.
Before outset the process of fusing nails, ensure the electrical current practical is precise. Your electrical current'due south focus should be majorly at the point where the nail is under the welding cycle. Focusing intently on the electric current will atomic number 82 to securing the nails accurately in readiness for fusion.
3. Car Industry
Spot welding is renowned in the car manufacturing sector since the price is pocket-friendly and readily available. The method is as well fast and provides an efficient and straightforward manner for welding sheet metals to manufacture cars. Manufacturers can also capitalize on the picayune time spent using this method and develop more cars per shift, leading to turn a profit maximization.
Spot welding requires little skill to operate. The method can be utilized effectively by rudimentary trained staff or programmed robots, consequently making the production process menses smoothly.
4. Dental Handling
Spot welding is applied in dental laboratories for several treatments. The method is used to oestrus or repair orthodontic materials via electro soldering. A spot welder may be used past an orthodontist to anneal wire used in fastening dental implants.
five. Manufacture of Batteries
Electric resistance is used to spot welding straps to nickel-metal hydride, lithium-ion batteries, or nickel-cadmium cells when manufacturing batteries. Spot welding fuses thin nickel straps to the battery's terminals. The method is widely preferred to the conventional soldering procedure since it prevents frequent heating of the battery.
Advantages of Using Spot Welding
- The Method is Quick
Spot welding is known to have a short turnaround fourth dimension in yielding results. During spot welding, the heat produced is sufficient to attach ii pieces of metallic sheets uniformly and in quick succession. Despite the method's swiftness, workpieces are never distorted.
- Easy to Empathise
Spot welding is among the oldest and well-known forms of welding. This method is well divers and easily applicable in welding various thin metals such every bit nickel and stainless steel. Since it's like shooting fish in a barrel to empathize and employ, the technique is widely used in several sectors such as aviation, automotive, edifice, and construction.
- Proven and Tested
Spot welding has loftier compatibility with efficiency and uniformity. To this day, at that place has been a lot of piece of work put in by all stakeholders in spot welding to test and testify that the method is the best.
- Free energy Efficiency
Welding using the electrical resistance method requires a minimal amount of energy and electricity. This method provides a much more efficient way of utilizing electricity and energy than other welding methods such equally MIG and TIG.
- Economic
Spot weld saves engineers' production costs since it is relatively cheap to operate. This process too allows yous to incorporate robots that enhance the production capacity. For this reason, spot welding has blended easily with other complex production methods, especially in areas such as the assembling line of production.
Disadvantages of Friction Welding
- Requires a Large Working Area
Spot welding cannot be done in a small-scale or confined working space. The method involves using a lot of heat and hazardous gases. As such, this method requires you to have a large and well-ventilated working area.
- Can exist Dangerous
The welding guns used in spot welding are heavy and crave great forcefulness when using them. Such characteristics make the method very dangerous, especially to the aged welders. The high amounts of heat produced during welding can crusade severe burns if they contact a welder'southward peel.
Welders are also always around hazardous fumes and sparks, which pose a meaning risk to their wellness. Other risks posed to welders include crashing and injuring themselves, especially hands and fingers.
- Spot Welding Can be Weak
Spot welding is not suitable for welding thicker materials. The terminal weld will be of low quality since the spot weld will not penetrate appropriately. By this weakness, projects done using spot welding easily break apart, requiring you to practice repairs regularly.
FAQs
1. Is it Possible to Spot Weld Thick Materials?
Spot welding is primarily used to join thin materials with thicknesses of around 3 millimeters. When welding components with different sizes, ensure the ratio of thickness is not greater than iii:1. The strength of the last weld will depend on the quantity and size of each textile. Your final product should have a spot-weld diameter ranging from 3 mm to 12.5 mm.
2. Can Yous Spot Weld Aluminum?
Over the years, the welding industry has gradually shifted from using steel to the utilise of aluminum. This replacement has happened in numerous applications such as car manufacturing, where weight is a significant component. Most welders prefer taking advantage of the three-stage electric power to spot-weld and manufacture lightweight aluminum products.
The high corporeality of electricity needed in such welding makes spot welding the most suitable method. The turnaround time in which spot welding supplies electrical electric current is 0.1 seconds or less.
3. How Does a Spot Welding Machine Work?
Resistance welding involves the resistance acquired past the textile to the flow of current. In this process, the concluding weld is formed by combining pressure, fourth dimension, and heat. The material's resistance will cause the formation of localized oestrus to fuse the materials. The welded parts are unremarkably held downwardly by the pressure exerted by the electrode tips and tongs.
The electrode tips and tongs also piece of work every bit conductors through which electrical current flows during the welding cycle. Several factors commonly decide the welding duration. These factors include:
- The cloth'southward thickness
- The cantankerous-sectional surface area of the welding tip's contact surfaces
- The type and amount of current flow
Decision: Spot Welding
Spot welding is all-time applied when you require pocket-size cross-section welds. Welders can likewise echo the method as many times as they wish. They merely need to check on the size of the workpiece. Repeating spot welding will reinforce your weld's forcefulness, making them last longer. The reinforcement is guaranteed due to the method's high degree of stability. Welders can also raise the welding quality by setting the splash'south conditions close to the welding parameters.
Featured image credit: Nordroden, Shutterstock
- How Does Spot Welding Work?
- 1. Adjustment of Workpieces and Metallic Sheets
- two. Pressing Electrodes
- 3. Assuasive Current to Flow through the Electrodes
- Materials Used During Spot Welding
- The Parameters of Spot Welding
- 1. The Strength of the Electrodes
- two. Clasp Time
- 3. The Weld Time
- 4. Hold Time
- Applications of Spot Welding
- one. Manufacturing Electronics
- 2. Fusing of Nails
- 3. Motorcar Industry
- 4. Dental Treatment
- 5. Manufacture of Batteries
- FAQs
- 1. Is it Possible to Spot Weld Thick Materials?
- 2. Tin Yous Spot Weld Aluminum?
- 3. How Does a Spot Welding Automobile Work?
- Conclusion: Spot Welding
![]()
Cameron Dekker
Cameron grew upward in Allentown, Pennsylvania, a once-proud steel town on the Lehigh River, where he got a taste of TIG welding in his loftier school shop class. He holds certificates for Certified WeldingEducator (CWE) and Certified Resistance Welding Technician (CRWT) from the American Welding Institute. His interests include scuba diving, sculpture, and kayaking.

How To Use A Spot Welder,
Source: https://waterwelders.com/what-is-spot-welding/
Posted by: scarboroughmaring.blogspot.com
0 Response to "How To Use A Spot Welder"
Post a Comment